


除湿干燥机系列
集中中央供料系统
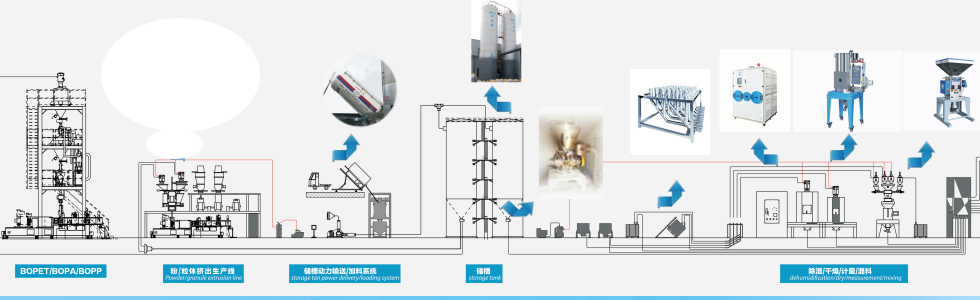
气力输送系统工程
粉粒体输送系统
粉粒体输送控制阀及管件
联系方式
地 址:广东省东莞市常平镇土塘第一工业区高宝路3号
电 话:86-769-81181800 18816813944
传 真:86-769-81012877
公司网站:www.niasi.cn
邮 箱:niasi@niasi.cn
当前位置:首页> > 新闻中心 > 常见问题
- 产品名称:气力输送系统的工作过程和优势
产品类别:常见问题

产品详情介绍:
气力输送系统的工作过程:
1.进料阶段:
打开气动进料阀,物料自由落入泵体内;当泵体内上升物料触及料位计后,料位计发出料满信号,进料阀自动关闭. 同时,在控制系统中还设置了时间监控程序,以确保料位计失灵后或者灰斗内无灰时的长时间等待,仍能顺利完成进料过程.
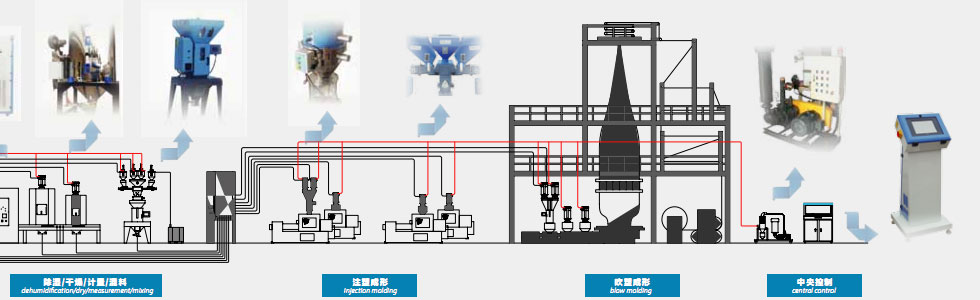
2.流化加压阶段:
气动进气阀自动开启,压缩空气从泵体底部的气化室进入,扩散后穿过流化床,在物料流化的同时,泵内的气压也逐渐上升.
3.输送阶段:
当泵内压力达到一定值时,压力传感器发出信号,出料阀自动开启,流化床上的物料流化加强,输送开始,泵内物料逐渐减少.此过程中流化床上的物料始终处于边流化边输入输灰管路中.
4.吹扫阶段:
当泵内物料输送完毕,压力下降到管道阻力时,指示灯发出信号,通气延续一定时间,压缩空气清扫管路,然后进气阀关闭,间隔一定时间,关闭出料阀, 完成一次输送循环,从而进入下一工作循环.
气力输送系统的优势:
1)系统适应性强,可靠性高.
2)低流速、低磨损,初速为2~6m/s,末速约15m/s,平均流速10m/s左右.
3)电耗低:常规输送电耗7~10kWh/(tkm),而该系统为4~6kWh/(t・km).
4)输送距离远:达1000m以上.气力输送设备占地较小,这也符合食品生产企业要求设备占地小的要求,节约厂房面积.另外,不需要人工全程操作的特性也使得麦康特的气力输送设备具有节约人工成本的优势.

上一篇:高硬度物料气力输送系统 下一篇:目前气力输送系统应用的主要行业